[摘要]拉丝速度是拉丝工序的最重要指标之一。高速拉丝向光纤制造工艺提出了严格的要求。本文介绍了光纤高速拉丝中的主要工艺控制方法和结果,包括光纤翘曲度、冷却效率和凃覆等方面,并对优化的结果进行了比较。
关键词:光纤,高速拉丝,光纤翘曲度,光纤同心度
1.引言
近几年来,随着光纤使用量和光纤生产规模的不断扩大,光纤生产技术一直在持续飞速发展,一方面光纤预制棒的尺寸越来越大;另一方面拉丝速度越来越高,这两个方面相互促进,配套发展,光纤制造商在这两个方面作出了巨大的努力。其中拉丝速度的提高一直是具有挑战性的课题,拉丝速度从10年前的200m/min发展到现在的800m/min或者更高。目前,商用的拉丝生产线能达到800~1000m/min,专用的拉丝生产线能达到1000m/min以上的生产速度,据商用拉丝线的设计专家称:在未来10年,商用的拉丝生产线能达到1500m/min的生产速度。提高拉丝速度不仅能在经济上提高生产效率,降低制造成本,而且对光纤的质量也会有一定的好处。但是,提高拉丝速度要解决拉丝炉、裸光纤及涂覆光纤的冷却和光纤的涂覆等主要问题。
在高速拉丝状况下,光纤的翘曲度会随着拉丝速度的升高而劣化,这主要是由于裸光纤在高速拉丝时光纤在圆周方向上的冷却速度不均匀,造成裸光纤在横截面上的密度不一致。另外当光纤预制棒在拉丝石墨炉中所处的温度场不一致时,也可能会引起拉制成的裸光纤在横截面上的密度不一致,因而造成光纤的翘曲度变小。
在高速拉丝状况下,为了取得良好的和稳定的涂覆工况,必须让光纤在进入涂覆模时保持恒定的和足够低的温度(一般认为在50℃左右)。良好的稳定涂覆工况应包括以下的几个方面:(1)在涂覆层中,无气泡(2)良好的涂层同心度(3)小的涂层直径变化。随着拉丝速度的提高,空气在光纤涂覆时混入涂层的几率大大的提高了。同时在高速拉丝时,拉丝张力也大大的提高了,由涂覆模产生的向心力和拉丝张力的相互作用的结果决定了涂覆工况的稳定性。这就要求在高速拉丝时,使用能产生更高向心力的模具和更精准的模座倾角调整系统。除此之外,涂覆工况与使用的涂料有很大的关系。在实验中,我们使用的是涂料制造商专为住友电工研发的专用涂料,此涂料具有优异的性能, 尤其是在抗静电特性上。
2.试验及结果分析
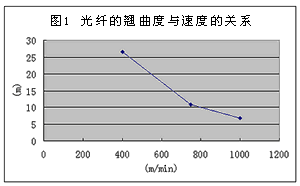
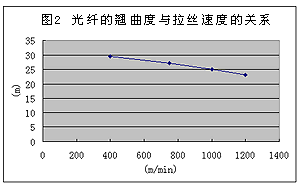
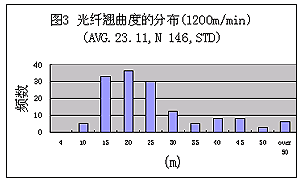
随提高拉丝速度的提高,首先要解决的问题就是光纤的翘曲度,其对带纤来说,融接时要求光纤有较好的翘曲度。光纤的翘曲度是指裸光纤在不受任何外界应力的情况下的弯曲程度。我们通过研究发现:翘曲度与炉子的结构和光纤出炉后的冷却有很大的关系,尤其是前者。在不改变炉子的结构的情况下,我们用400m/min、750m/min和1000m/min进行试验,光纤的翘曲度结果如图1所示。可见,光纤的翘曲度随拉丝速度上升而快速下降。但通过改变炉子的部分结构优化和光纤的冷却方式的改变,即使速度上升到1200m/min以上仍有很好的翘曲度, 如图2所示。图3为经过优化炉子的结构后,光纤翘曲度的分布图。
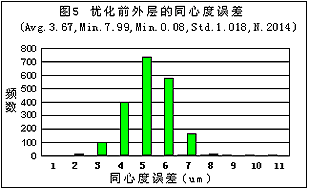
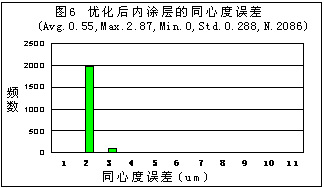
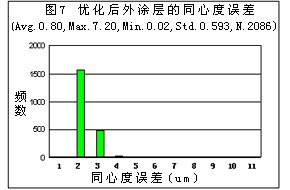
对于He冷却系统,要综合考虑制冷装置(Chiller)的温度,He的流量,光纤的震动等因素的影响。在保证空气中的水份不在冷却管表面结凝的情况下,Chiller温度较低效率较高,He流量也要合理利用。光纤的震动则是光纤冷却过程中的副作用,处理不当,则会对光纤直径测试和光纤涂覆造成副面影响。试验结果表明,裸光纤和一次涂覆光纤必须冷却适当的温度才能得到良好的效果。光纤的涂覆则是提高拉丝速度的主要障碍之一。其中两个主要问题是涂覆直径的波动,另一个就是涂层的同心度,涂层的均匀性等问题。我们通过涂覆模结构的优化,很好的解决着方面的问题。在优化前,内涂层对包层的偏芯度为3-4μm,如图4所示;外涂层对包层的偏芯度为3-4μm,如图5所示。涂覆模结构优化后,内涂层对包层的偏芯度为1μm,如图6所示;外涂层对包层的偏芯度为1μm,如图7所示。这与通用的标准≤12μm 相比是非常优秀的。

3.结论
我们通过对拉丝石墨炉、He冷却系统、涂覆系统等装置和工艺的研究和优化,在1200m/min的速度下,严格而精确地控制了光纤的翘曲度、涂覆层、包层直径等性能。我们将向更高的速度和更好的工艺而努力。
参考文献
1) 第48界IWCS(2000)第700~707页
2) 第49界IWCS(2001)第479~484页
作者简历:
 刘文早 1989年毕业于西安交通大学,获学士学位。任成都中住光纤有限公司工艺工程师,副总经理。
刘文早 1989年毕业于西安交通大学,获学士学位。任成都中住光纤有限公司工艺工程师,副总经理。
 高虎军 1992年毕业于四川大学,获学士学位。任成都中住光纤有限公司机械工程师,工艺工程师,生产技术部经理。
高虎军 1992年毕业于四川大学,获学士学位。任成都中住光纤有限公司机械工程师,工艺工程师,生产技术部经理。